Power Generation
In multi-effect evaporators, capturing and reusing waste steam after the final effect
Chemical Processing
Steam recovery in drying and processing stages
Pharmaceuticals
Energy recycling in evaporation and concentration processes
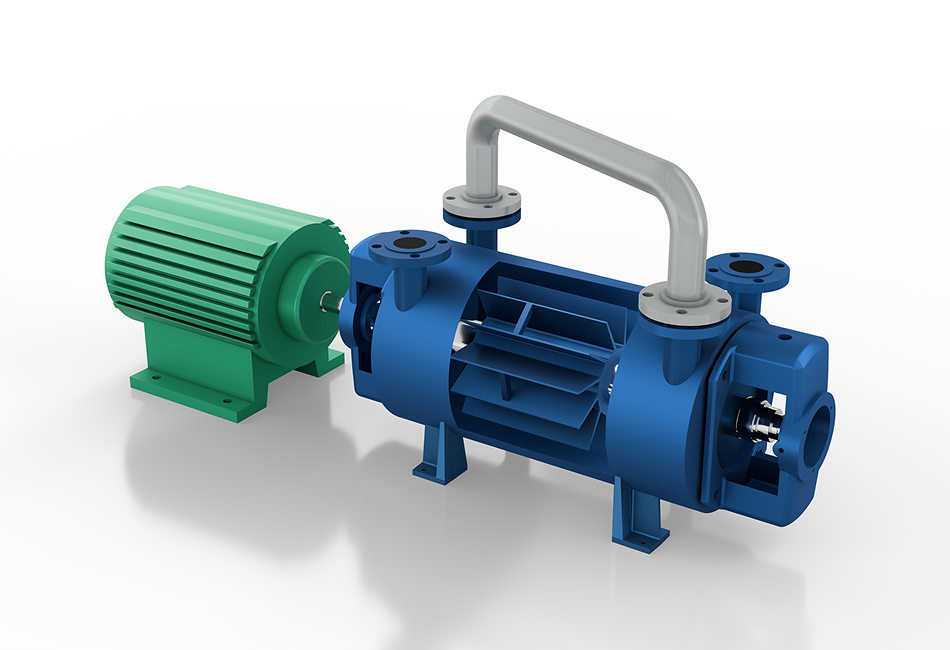
Mazda’s next-generation two-stage liquid ring vacuum pumps deliver superior efficiency, high reliability, and long-term energy savings.
Engineered with advanced design, they minimize operating costs while maximizing performance across diverse industrial applications.
Optimized vacuum technology designed for higher efficiency and lower power consumption.
Proven performance with robust construction for long-lasting service life.
Product Overview
Mazda’s two-stage liquid ring vacuum pumps represent a breakthrough in vacuum technology, offering operating efficiencies that reduce power consumption and extend motor life. These pumps achieve higher vacuums and capacities at reduced energy usage, making them one of the most economical and reliable solutions in the market. By combining advanced design with decades of expertise, Mazda ensures consistent, low-maintenance operation even in demanding industrial environments. With features such as combination air ejector options, these pumps can achieve lower suction pressures than conventional systems, protecting against cavitation and ensuring stable performance.
Product Overview
Mazda’s two-stage liquid ring vacuum pumps represent a breakthrough in vacuum technology, offering operating efficiencies that reduce power consumption and extend motor life. These pumps achieve higher vacuums and capacities at reduced energy usage, making them one of the most economical and reliable solutions in the market. By combining advanced design with decades of expertise, Mazda ensures consistent, low-maintenance operation even in demanding industrial environments. With features such as combination air ejector options, these pumps can achieve lower suction pressures than conventional systems, protecting against cavitation and ensuring stable performance.
Ambient air enters through the motive air inlet and is accelerated by a venturi nozzle. This high-velocity jet entrains gases or vapors, which are then compressed and discharged into the liquid ring vacuum pump. The pump further compresses the mixture, ensuring efficient evacuation while maintaining stable operation across varied conditions.
In multi-effect evaporators, capturing and reusing waste steam after the final effect
Steam recovery in drying and processing stages
Energy recycling in evaporation and concentration processes
In multi-effect evaporators, capturing and reusing waste steam after the final effect
Steam recovery in drying and processing stages
Steam recovery in drying and processing stages

Copyright © 2025 Mazda Ltd. | All Rights Reserved
Website Design And Developed By CorpTeaser

Our team is available to provide professional support and will respond promptly to any inquiries or assistance you need.
Enquire Now